How should I clean my floor?

Do Planchers des Appalaches products contain volatile organic compounds (VOCs)?
My retailer suggests ordering a larger quantity of flooring than the amount required for the area to be covered. Why?
Can I glue the floor to the substrate?
What is the recommended subfloor for installing my Appalaches floor?
Can I install an Appalaches floor in my basement?
Can I turn off the heating or air conditioning when I go on vacation?
Should I acclimate the floor before installation?
How long should I wait to walk on the floor after installation?
What can happen if I let my dogs run on the floor?
How can I prevent furniture from damaging my floor?
What is the industry standard distance for inspecting defects?
What is a transition tongue?
Why is my floor cupping?
What is a micro-V?
How do I clean urethane adhesive after installation?
Will my floor have color variations?
What is the difference between solid hardwood flooring, engineered flooring, and laminate?
Is it normal for my floor to show marks?
Nailed or glued?
What is the difference between sawn and rotary-peeled wear layers (on engineered flooring)?
What are the differences between site-finished floors and prefinished floors?
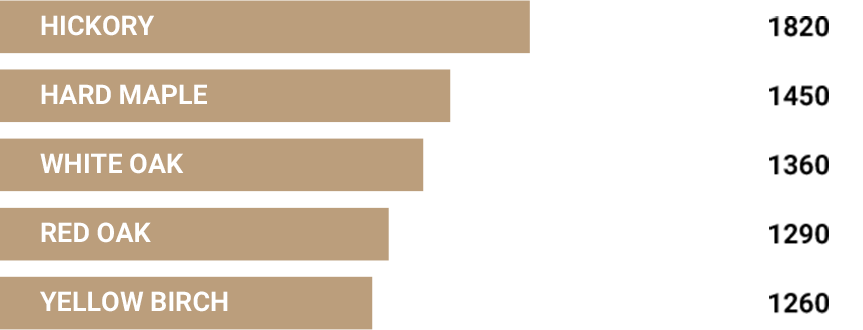
What is the Janka hardness scale?